


























技术指导:V割拼板制作规范
创建时间:2019-05-30 21:19 更新时间:2024-12-12 18:57  285500
285500
 55
55
 文档错误过时,
我要反馈
文档错误过时,
我要反馈
285500
55
文档错误过时,
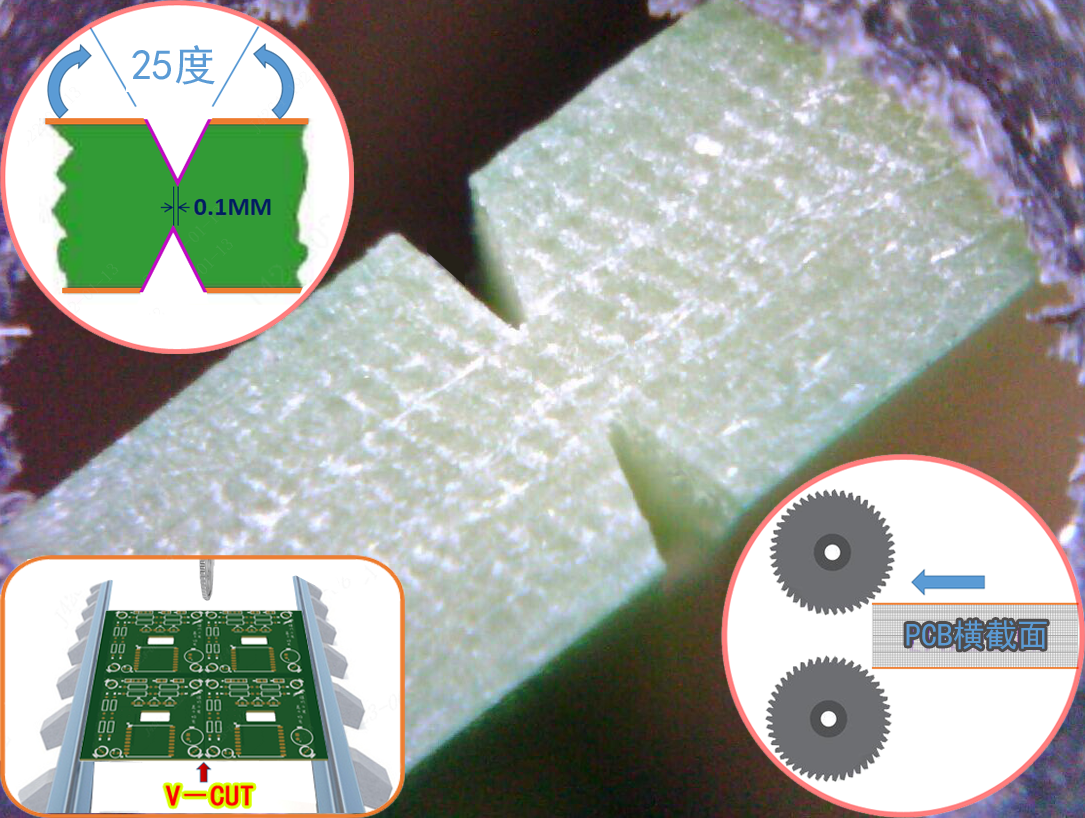
对于外形规则的可以采用V割拼板,其加工方法是把板的横截面各切割一定深度的V形凹槽,以便于后续组装完元器件后分开。由于V割的特性,分板后可能会有丝状纤维丝的(可以轻轻刮掉),由于掰开时板料的膨胀裂开,因此V割板的外形公差稍大(+/-0.4MM),在PCB拼板采用此方式连接的称为“V割拼板”(目前嘉立创标准型SMT贴片支持V割拼板生产)。
我司目前V割加工有如下几点:
■ V割角度:25度
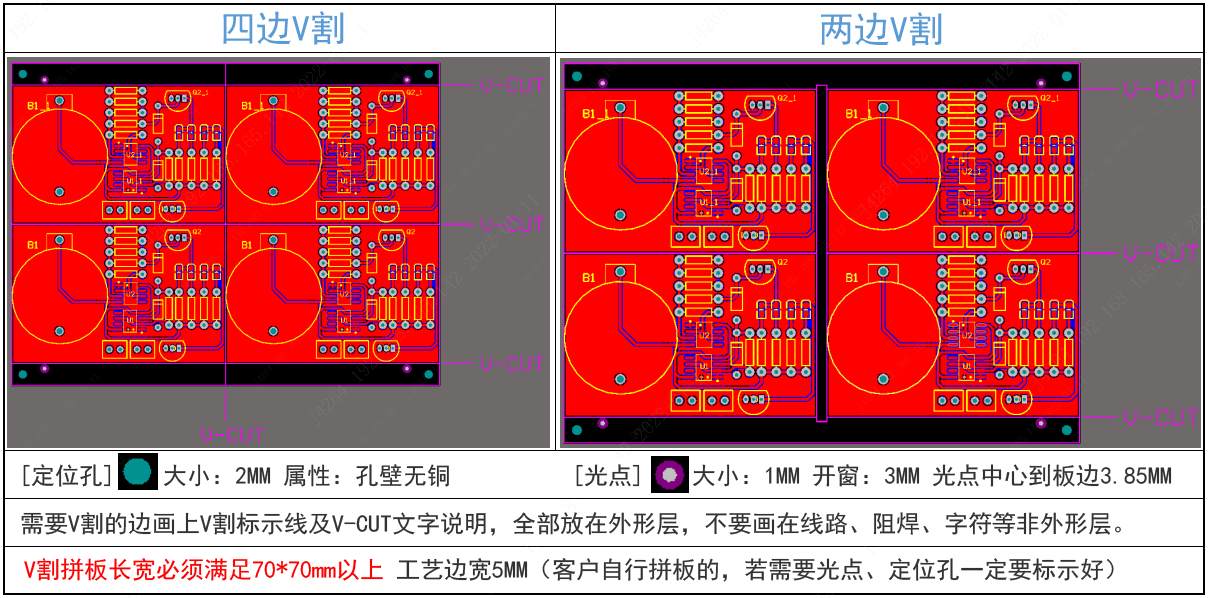
■ V割拼板尺寸:长宽均需要70MM以上
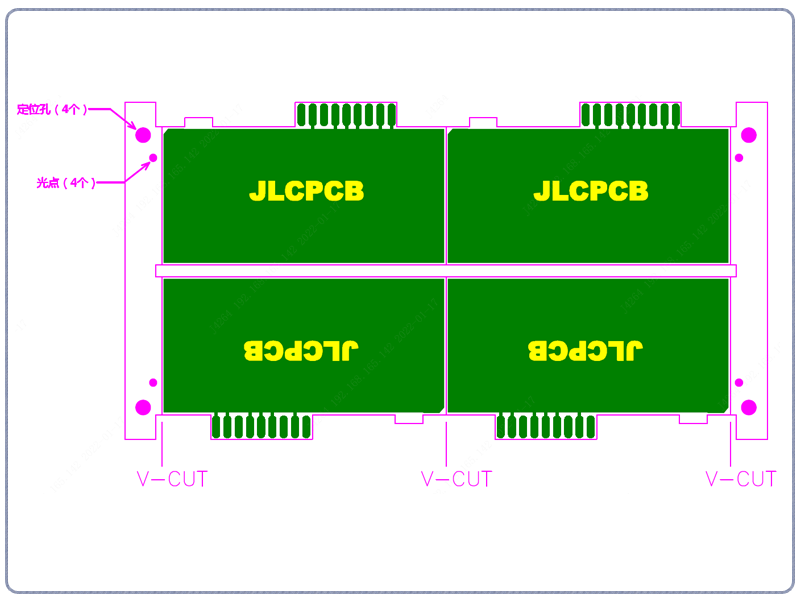
■ V割连接性:矩形板可以四边连接也可以相对两边连接(连接边最小3MM宽,0.8MM及以下板厚的连接边最小5MM)
■ V割走向:只能走直线(且从头走到尾,不能跳刀),不能走曲线或折线,默认双面V割,不做单面V割
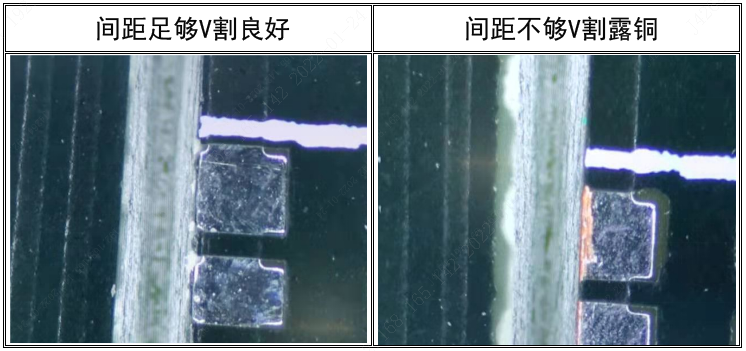
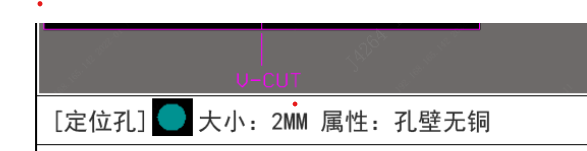
■ V割布线距离:V割距铜面、导线/焊盘等需要距V割中心线0.4MM以上,避免V割时露铜伤线(另外,安装孔尽量离V割线远些,避免掰板时破孔)
常规的需要V割的地方,板与板之间的间隙为0(不需要V割采用锣空的,两板之间的间隙为1.6MM或2MM)。
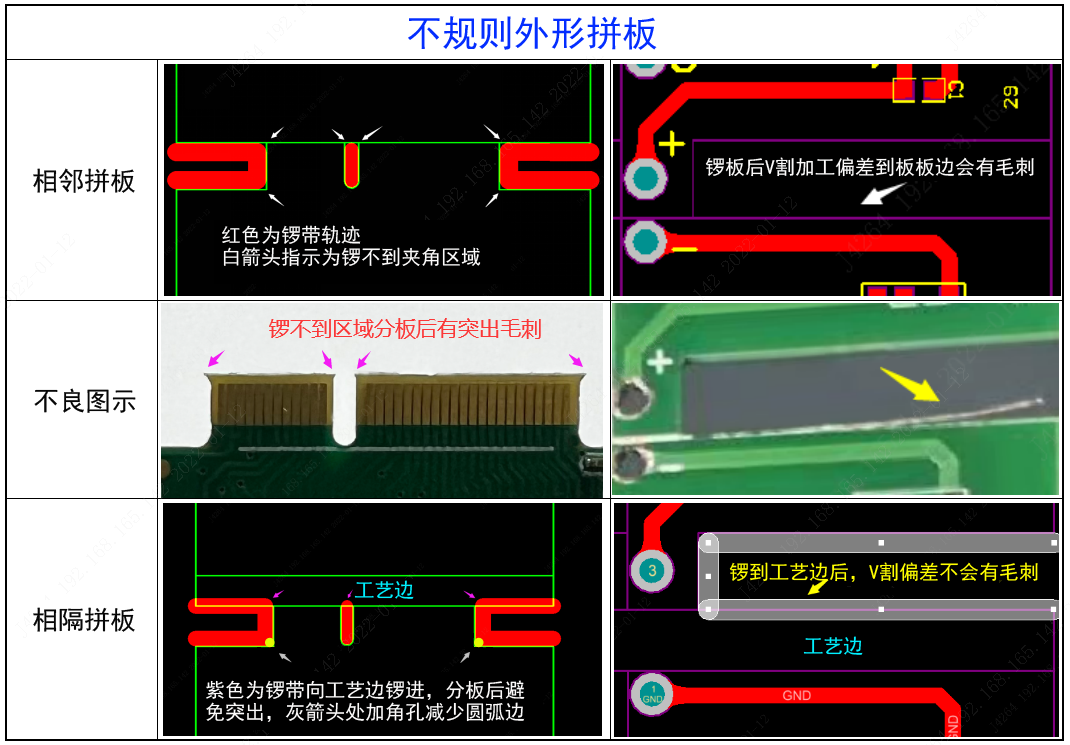
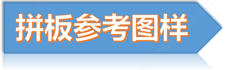
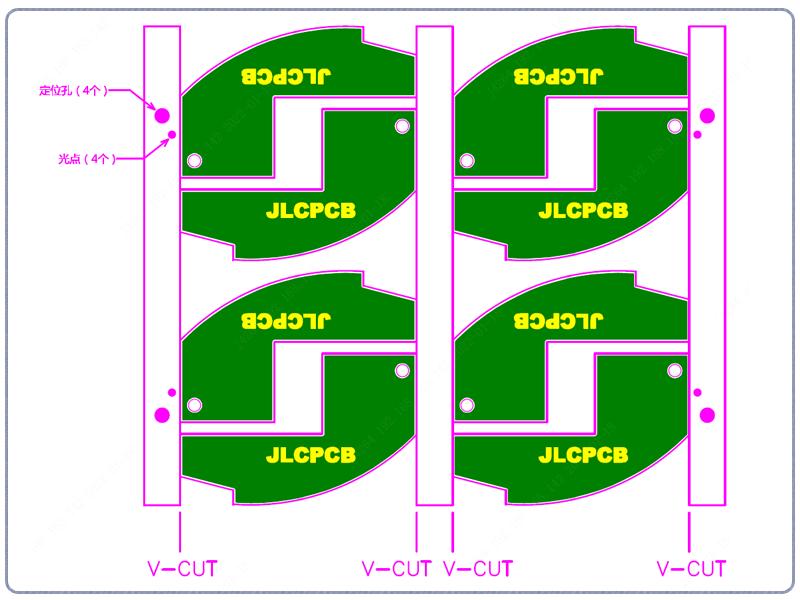
但是对于V割边有凹槽的,因为锣刀是圆形的,且不能锣到相邻板内的,这样分板后就会出现突出尖角的,对于此类尖角可以由客户自行打磨处理。若不方便打磨的,可以在板与板之间增加3-5MM的工艺边,以便锣带伸进工艺边从而锣掉夹角。
结合SMT组装贴片的要求,在拼板需要考虑合适的拼板方式
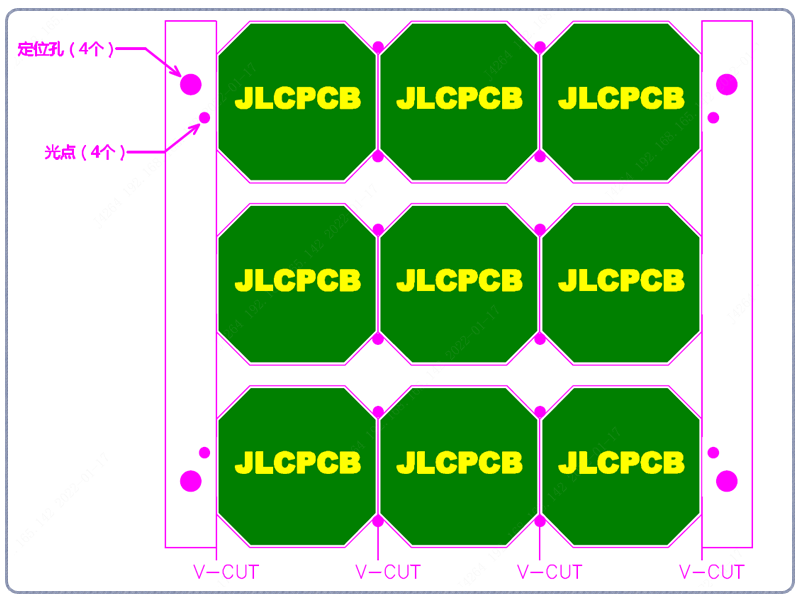
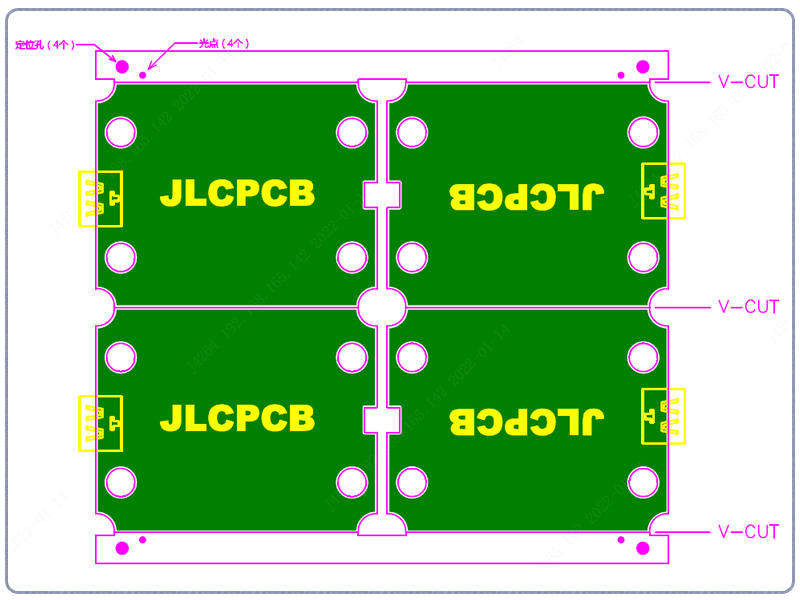
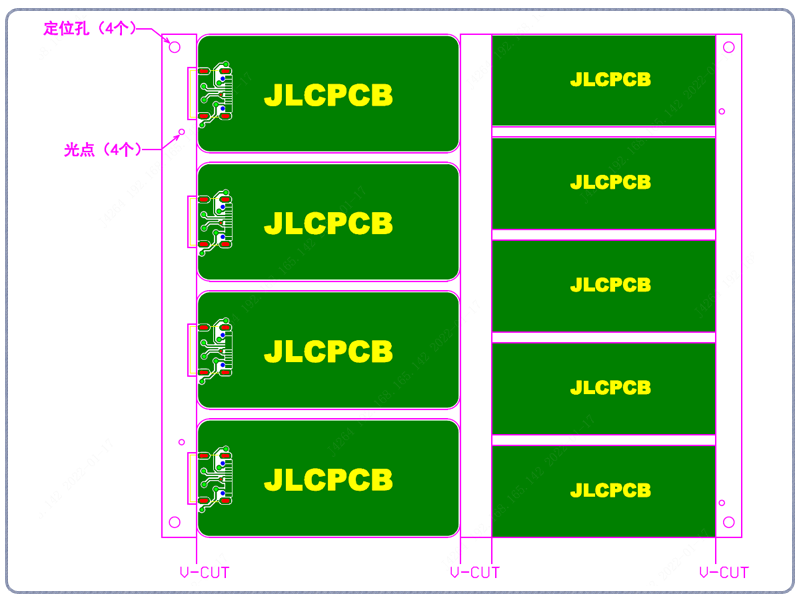
A)光点到板边需要合适的距离(嘉立创SMT需要光点中心到板边至少3.85MM)以避免SMT机器导轨挡住光点而不能识别
B)有器件伸出板外的,需要在工艺边上做挖空处理(CNC)以便于SMT组装时器件
C)板内需要锣空的请备注"CNC"字样,与外形放在同一层
D)板内需要V割的请备注"V-CUT"字样,与外形放在同一层
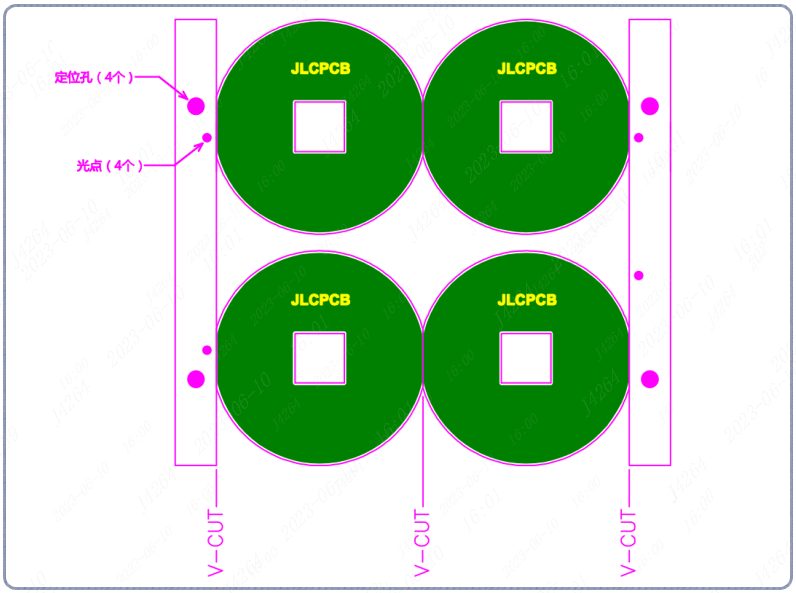
E)板边有圆弧或突出的边不能V割,有凹槽的边尽量不要做V割边,采用锣空处理,以保证凹槽没有夹角
F)板内承重连接边最小宽度为3MM

【关于客户提供拼板不规范的问题,按以下规范要求】
① 客户提供拼板图没有gerber的,只参考样式拼板,不规范的位置我们自行调整(如邮票孔,连接位,间隙等),定位孔和Mark点也可以自行调整,不按图纸对应来添加。
② 客户提供的拼板gerber文件(或拼板图)需要添加定位孔,mark点的请自行添加好,图上没有的数据我们不会添加。点击查看说明
③ 客户提供的拼板示意图单元板与单元板(或工艺边)不一致的,我司工程统一调整为0间距拼板。提供完整拼板文件的依文件制作。点击查看说明
重点强调:为保证制作的PCB与您开的钢网及治具完全符合,请在系统中下载我司工程资料去开钢网做治具!
您好,V割需要拼板后的尺寸长宽都大于70mm,具体根据数量来收费,您可以在下单后在审单通过后查看详细报价,谢谢!
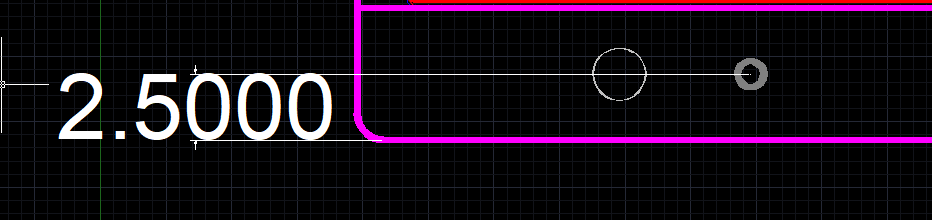 光点中心到板边距离3.85mm,为什么立创EDA只有2.5mm
光点中心到板边距离3.85mm,为什么立创EDA只有2.5mm您好,对于在嘉立创做SMT的,需要3.85这个要求,不在嘉立创做SMT的,以SMT工厂要求为准,您可以自由调整距离的。
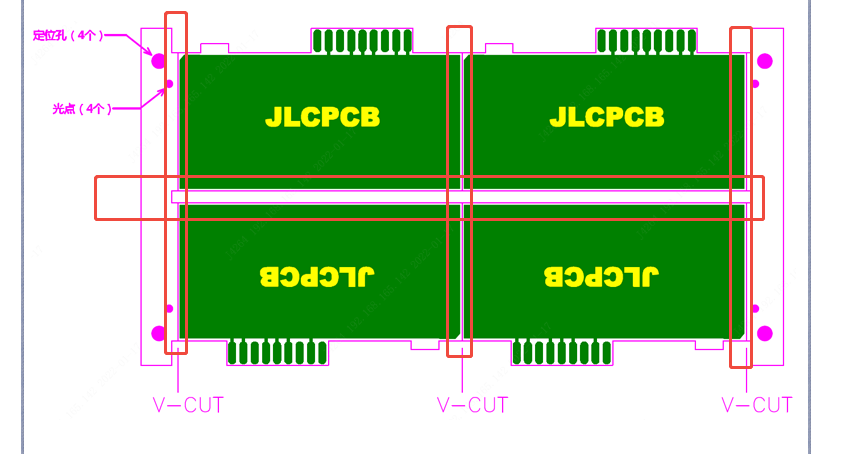 这些红框框的地方是多款,为什么有的2mm,有的是直接挨着的呢?
这些红框框的地方是多款,为什么有的2mm,有的是直接挨着的呢?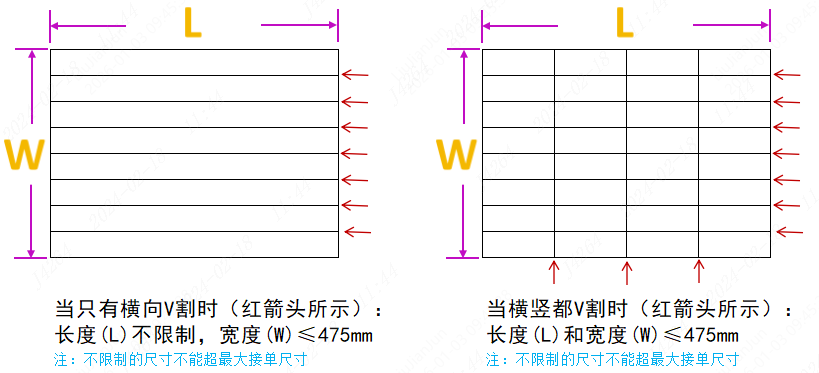
是的,为了SMT防呆,建议不要对称,谢谢!
 我用的allegro,这里的外形层添加V-cut,我是否可以将V-cut字符添加到board geometry的silkscreen top层
我用的allegro,这里的外形层添加V-cut,我是否可以将V-cut字符添加到board geometry的silkscreen top层您好,V割线需要跟唯一外形层放在同一层,字符标识文字尽量也放在这一层(若不好放,也可以放在字符层),谢谢!
就是不要用您原资料的拼板文件去开钢网,而且用我们工程做好的与PCB板1:1相对的拼板文件开钢网,以便完全对应上(原因:原拼板文件可能由于拼板不适合生产等需要微调)
- 1
- 2
- 3
- 4
- 5
- 6
- PCB帮助文档
- SMT帮助文档
- 钢网帮助文档
- PCB讨论
- SMT讨论
- 钢网讨论