


























技术指导:拼板操作流程
创建时间:2019-05-30 21:19 更新时间:2024-12-12 18:43  183517
183517
 1
1
 文档错误过时,
我要反馈
文档错误过时,
我要反馈
183517
1
文档错误过时,
为了便于PCB/SMT批量生产提高效率,可以采用拼板的方式生产,为此我们提供三种方案:

1、客户自行拼板
为了更适合组装元器件及外形加工,我们建议客户优先采用自行拼板方式,这样可以最接近您的拼板需求:
(1)我司目前可以接受"V割拼板"和"邮票孔拼板"两种加工方式,关于两者的区别可以参考下单前技术员必看(点我)的第三点第5小点的"外形加工"栏查看
■ V割拼板请点我
■ 邮票孔拼板请点我
■ 半孔工艺拼板请点我
(2)客户自行拼板的,一定要保证拼板规范,间隙统一,需要光点和定位孔的请拼板时添加好。
(3)支持提供参照资料拼板,点击查看参照图与参照文件拼板规范
【重点强调】 为保证制作的PCB与您开的钢网及治具完全符合,请在系统中下载我司工程资料去开钢网做治具!
2、 嘉立创免费帮拼板
常规的矩形板,采用V割方式的且同一面同方向拼板的小批量板,可以下单时选择由嘉立创工程免费拼板:
(1)下单时填写好尺寸和数量(适用于小批量数量),选择"嘉立创帮拼版出货"
(2)点选"确认"后,在新打开的拼板示意图页面中,依您的要求填写好"拼板方式",是否加工艺边等相关信息,底下图案会显示相关效果图
(3)下单时选择"确认生产稿",在我司工程拼好板后请您仔细检查确认,发现不符合您的要求的可以联系我们工程更改 点击查看确认生产稿的重要性
【特别说明】 对于像"弧形""圆形"等不规则外形的,以及"倒扣旋转拼板"、"阴阳拼板"、"多款合拼"、"邮票孔拼板"我司不能代拼的,需要您参考如下方式处理
3、第三方不规则付费拼板
对于嘉立创工程不能代拼板的,以及客户不方便拼板的,我司提供第三方工程付费拼板服务(常规的30元/款,复杂的视情况定),有此需要的客户可以在系统中购买服务

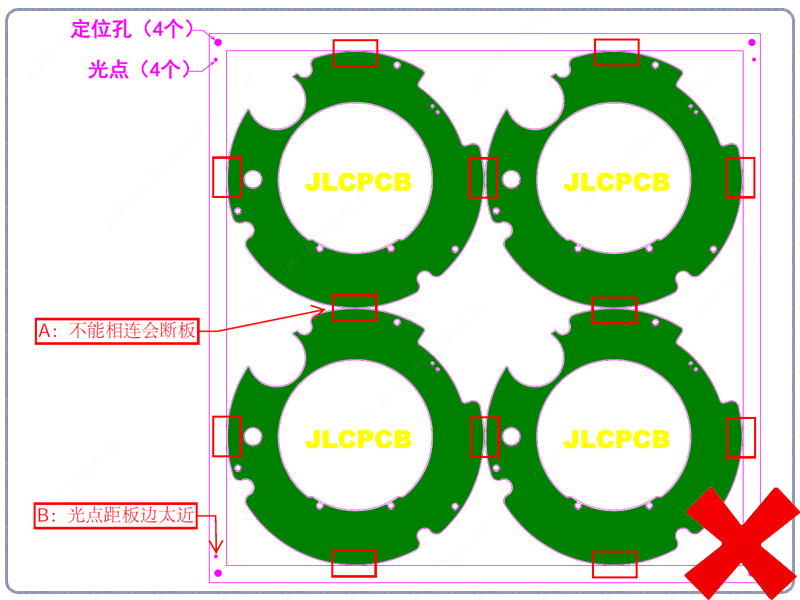
错误点:
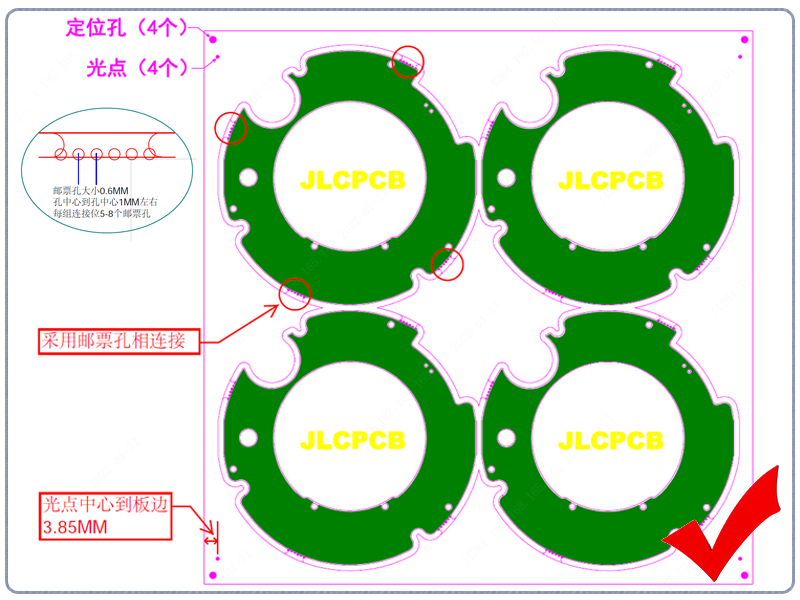
A)圆弧形板无间隙拼板,锣板后无法连接,出现散板脱落现象;
B)光点距板边太近,过SMT导轨时不能识别。
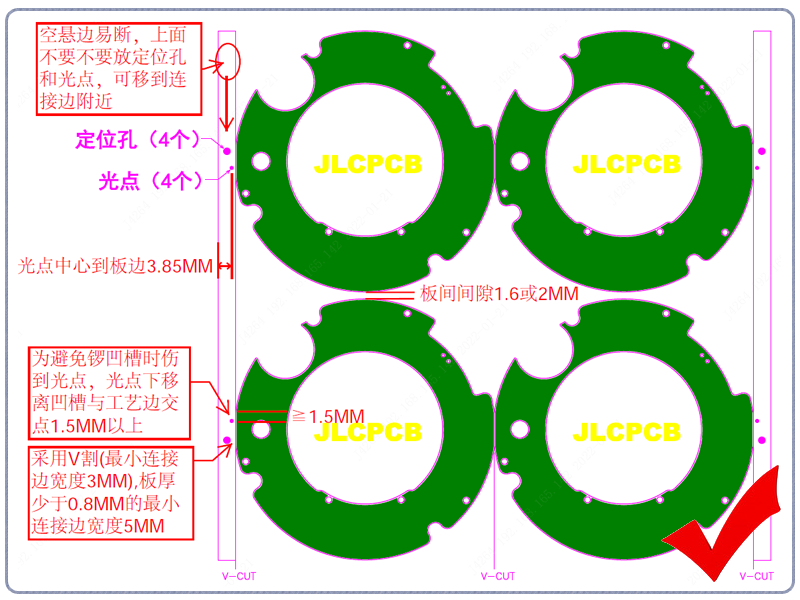
修正点:接受外形稍改动的(即把圆角处切平一部分做连接位,其长度一般为5MM左右),可以采用V割拼板。同时调整好光点位置(嘉立创SMT要求光点中心到板边3.85MM,客户自行SMT的依SMT工厂要求)
修正点:板与板间采用邮票孔拼板(邮票孔会出现齿状毛刺),同时调整好光点位置。
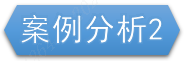
错误点:工艺边悬空太多,加工或运输时易撞断
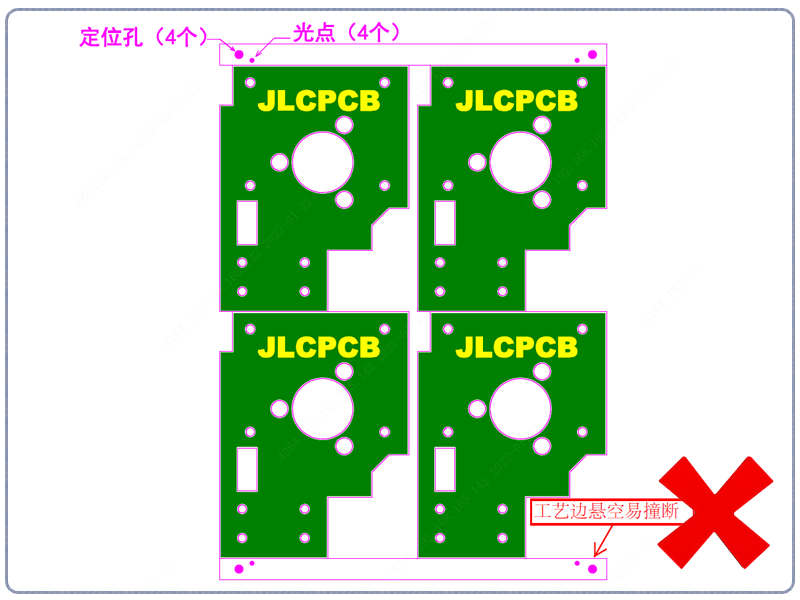
修正点:增加邮票孔连接位做支撑(注意:邮票孔只需要加在板边那个方向即可)
结合上述说明,在拼板时需要考虑如下几点:
1)当PCB单板长或宽有一边小于30mm时尽量拼板,尺寸小的板由于定位面积小锣板易产生尖角需要手动磨边,同时也不便于后续洗板及包装作业;
2)能V割拼板,尽量改为V割拼,毕竟邮票孔会产生齿状毛刺;
3)采用V割拼板的长宽最小尺寸70*70mm,最大尺寸为长475mm,以符合V割机所允许的加工尺寸;
4)金手指板需斜边必须把金手指向外且避开工艺边,需要斜边的边长度最小50mm,最长330mm(超过此数据的需要指定先进二厂);
5)拼板时板与板之间的距离一般为1.6mm或2mm的间距;
6)采用V割拼板的,V割中心线距离导线的边线或铜皮(焊盘边)的距离≥0.4mm;采用邮票孔拼板的,邮票孔边距离导线的边线或铜皮(焊盘边)的距离≥0.2mm;
7)安装孔或槽距V割中心线或邮票孔需要保证安全距离(最好1MM以上),避免掰板时破孔;
8)拼版中单板的方向尽量保持一致,便于贴片机或人工作业(元器件冲撞及阴阳拼板等特殊要求的除外);
9)拼板尺寸应考虑板厚及元器件重量等因素(如过薄的板不宜拼太大,生产或运输中易出现板翘),常规板拼板后的长宽尽量控制在150*200MM以内;
10)PCB拼板的外框应采用闭环设计,确保PCB拼板固定在夹具上不会变形;
11)对于板内USB向外伸展,建议旋转倒扣拼板或保留足够空间拼板避免顶到另一块板,否则会影响生产效率;
12)工艺边一般加4个定位孔(一般为大小2MM的无铜孔),同时在板两面添加2至4个光学定位点(大小1MM,开窗2MM),工艺边的常规宽度为5mm(最小3MM)
13)当PCB外形或拼版后外形不规则(比如弧形等)时,应在板两侧增加工艺边;
14)当PCB板边元件距板边小于3mm时,应增加工艺边以便于机器组装元器件;
15)对于波峰焊工艺,要求元件距离板边大于5mm;
16)对于板边特殊的连接器件(如DB插座),工艺边宽度可适当增加;
17)如果拼版在安装好元件后有干涉(如DB插座会超过板边),应在拼版中间增加工艺辅助边,生产完后再去掉;
18)如果拼版后有大面积开孔的地方,设计时应先将其补全,避免过波峰焊接时漫锡和板变形,补全的地方可用V-CUT或邮票孔连接,在波峰焊后去掉。
您好,已有拼板图或拼板文件的,可以选择“按照客户资料去拼”,谢谢!
- PCB帮助文档
- SMT帮助文档
- 钢网帮助文档
- PCB讨论
- SMT讨论
- 钢网讨论